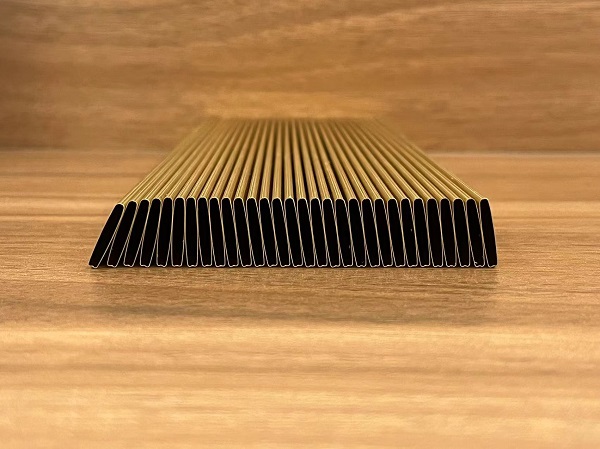
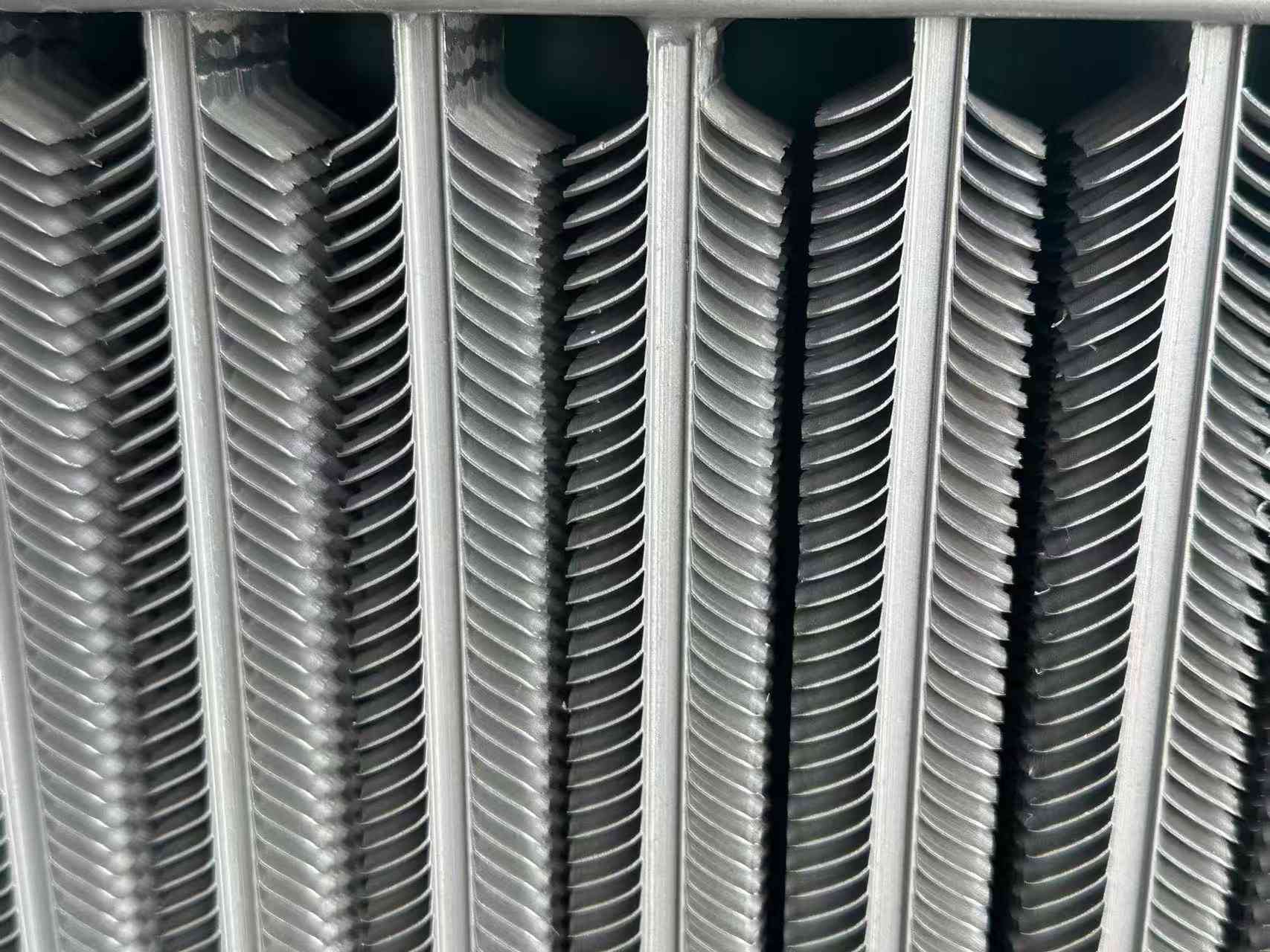
Құбырлы түтік жылу алмасу элементінің бір түрі болып табылады. Жылу алмасу тиімділігін арттыру үшін әдетте жылу алмасу түтігінің сыртқы бетінің ауданын (немесе ішкі бетінің ауданын) ұлғайту үшін жылу алмасу түтігінің бетіне қанаттар қосылады, осылайша жылу алмасу тиімділігін арттыру мақсатына жетеді.
Өнімділік талаптары
Жылу алмасу элементтері ретінде май салқындатқышқа арналған алюминий түтік құбыры ұзақ уақыт бойы жоғары температурада түтін газы жағдайында жұмыс істейді. Мысалы, қазандықтың жылу алмастырғыштарында қолданылатын қанатты түтіктер қатал ортада, жоғары температурада, жоғары қысымда және коррозиялық атмосферада қолданылады. Бұл қанатты түтіктердің өте жоғары өнімділік көрсеткіштеріне ие болуын талап етеді.
1. Коррозияға қарсы өнімділік
2. Тозуға қарсы өнімділік
3. Төмен жанасу кедергісі
4. Жоғары тұрақтылық
5. Күлдену қабілеті
Өндіріс жағдайы
Фин жиынтығы
Қанаттарды орнату процесі алдын-ала бір қанаттардың партиясын өңдеу үшін штампты престі пайдалану, содан кейін кедергілерді орнату арқылы белгілі бір қадамға (қанат қадамына) сәйкес түтіктің сыртқы бетіне қолмен немесе механикалық әдістерді қолданудан тұрады. Бұл түтіктерді өңдеудің ең ерте әдісі. Орнату процесі қарапайым болғандықтан, техникалық талаптар жоғары емес, қолданылатын құрал-жабдықтар арзан, және оған қызмет көрсету оңай, сондықтан көптеген зауыттар оны әлі де пайдаланады. Бұл процесс жалпы шағын зауыттардың немесе поселкелік кәсіпорындардың капиталы мен техникалық жағдайларына сәйкес келетін еңбекті көп қажет ететін технологиялық шешім болып табылады.
Қолмен орнату әдісі қолмен орнату деп аталады. Ол – құрал-сайманмен, адам күшімен желбезектерді бір-бірлеп басу. Қанаттардың басу күші шектелгендіктен, жиынтық интерференциясы аз, ал қанаттар қопсытуға бейім.
Механикалық фитинг фитингтік станокта жүзеге асырылады. Қанаттар механикалық әсер ету күшімен немесе сұйықтық қысымымен басылғандықтан, басу күші үлкен, сондықтан үлкенірек кедергіні қолдануға болады. Қанаттар мен түтік арасындағы байланыстыру күші жоғары және оны босату оңай емес. Механикалық беріліс қорабын құрастыратын машинаның өнімділігі жоғары, бірақ ол шулы, қауіпсіздік техникасы нашар, жұмысшылардың еңбек жағдайлары нашар. Гидравликалық беріліс қорабында жоғарыда аталған проблемалар болмаса да, жабдық қымбат, қызмет көрсететін персоналға қойылатын техникалық талаптар жоғары, оның өнімділігі де төмен.
Кірістірілген спиральды қанаттар
Майлы салқындатқышқа арналған инкстрацияланған спиральды алюминий финді түтік - бұл болат құбырда алдын ала өңделген белгілі бір ені мен тереңдігі бар спиральды ойық, содан кейін болат жолақ токарь станогындағы болат құбырға салынған. Орау процесінде белгілі бір алдын ала қатайту күшінің арқасында болат жолақ спиральды ойықта мықтап тартылады, осылайша болат жолақ пен болат құбыр арасындағы белгілі бір жанасу аймағын қамтамасыз етеді. Болат жолақ қайта көтеріліп, құлап кетпес үшін болат жолақтың екі ұшын болат құбырға дәнекерлеу керек. Инкляцияны жеңілдету үшін болат жолақ пен спиральды ойық арасында белгілі бір бүйірлік саңылау болуы керек. Егер бүйірлік саңылау тым кішкентай болса және кедергі пайда болса, кірістіру процесін біркелкі жалғастыру қиын болады. Сонымен қатар, жараланған болат жолақ әрқашан белгілі бір серпіліске ие болады, нәтижесінде болат жолақ пен спиральды ойықтың төменгі беті жақсы біріктірілмейді. Кірістірілген қанаттар жалпы жабдықта жүзеге асырылуы мүмкін, құны жоғары емес, бірақ процесс күрделі және өндіріс тиімділігі төмен.
Спиральді дәнекерленген түтіктер
Пісірілген спиральды финді түтіктерді өңдеу екі кезеңмен жүзеге асырылады. Біріншіден, болат жолақтың жазықтығы түтік осіне перпендикуляр және түтіктің сыртқы бетіне спираль түрінде оралады және оны бекіту үшін болат жолақтың екі ұшы болат құбырға дәнекерленген. Содан кейін болат жолақ пен болат құбырдың жанасу нүктесіндегі саңылауларды жою үшін болат жолақ пен болат құбырды дәнекерлеу арқылы дәнекерлейді.
Бұл әдіс қымбат, сондықтан басқа әдіс жиі қолданылады, яғни болат жолақпен оралған түтік жалпы ыстық мырыштау үшін мырыш сұйықтығына орналастырылады. Жалпы ыстық мырыштау ерітіндісі қалқан мен болат түтік ұңғысының арасындағы өте аз саңылаудан өте алмаса да, финнің сыртқы бетінде және болат түтіктің сыртқы бетінде толық мырышталған қабат түзіледі. Жалпы ыстықтай мырыштауды қолданатын спираль финді түтік мырышталған қабаттың қалыңдығымен шектеледі (мырышталған қабат қалың болған кезде, мырыш қабаты беріктігі нашар және құлап кетуі оңай) және мырыш сұйықтығы саңылауларға толығымен ене алмайды, сондықтан фин мен болат құбыр арасындағы байланыс жылдамдығы әлі де жоғары емес. Сонымен қатар, мырыштың жылу беру коэффициенті болаттан (болаттың шамамен 78%) кішірек, сондықтан жылу беру қабілеті төмен. Мырыш қышқылдарда, сілтілерде және сульфидтерде коррозияға өте сезімтал. Сондықтан мырышталған спиральды финді түтіктер ауа қыздырғыштарын (қазандық түтін газынан қалдық жылуды қалпына келтіру) жасауға жарамайды.
Жоғары жиілікті дәнекерленген спиральды қанаттар
Жоғары жиілікті дәнекерленген спиральды финді түтіктер ең көп қолданылатын спиральды фин түтіктерінің бірі болып табылады. Олар қазір энергетикада, металлургияда, цемент өнеркәсібінде және мұнай-химия өнеркәсібінде қалдық жылуды қалпына келтіруде кеңінен қолданылады. Жоғары жиілікті дәнекерленген спиральды финдік түтіктер болат жолақ болат құбырдың айналасына оралған кезде болат жолақ пен болат құбырдың сыртқы бетін пластик немесе балқығанша қыздыру үшін жоғары жиілікті токтың тері эффектісі мен жақындық әсерін пайдалану арқылы жасалады және дәнекерлеу оралған болат жолақтың белгілі бір қысымымен аяқталады. Бұл жоғары жиілікті дәнекерлеу шын мәнінде қатты фазалық дәнекерлеу болып табылады. Инкуляция, дәнекерлеу (немесе жалпы ыстық мырыштау) сияқты әдістермен салыстырғанда ол өнімнің сапасы (қанаттарды дәнекерлеу жылдамдығы жоғары, 95% дейін), өнімділігі және автоматтандыру дәрежесі бойынша жоғарырақ.
Өнім санаттары
Қанат түтіктерінің көптеген түрлері бар және жаңа түрлері үнемі пайда болады. Жалпы алғанда, оларды келесі аспектілер бойынша жіктеуге болады:
1. Өңдеу технологиясы бойынша классификация
(1) Экструдталған қанатты түтіктер;
(2) Дәнекерленген желбезек түтіктері (жоғары жиілікті дәнекерленген қанатты түтіктер, су астындағы доғалы дәнекерленген желбезек түтіктері);
(3) Домаланған желбезек түтіктері;
(4) Жиналған фигуралы түтіктер;
(5) Құйма желбезек түтіктері;
(6) Кернеумен оралған финдік түтіктер;
(7) Ламинатталған түтіктер.
2. Қанат пішіні бойынша жіктелуі
(1) шаршы қанатты түтік;
(2) Дөңгелек қанатты түтік;
(3) Спиральды қанатты түтік;
(4) Бойлық қанатты түтік;
(5) Гофрленген қанатты түтік;
(6) Бұранда тісті тісті қанатты түтік;
(7) Ине қанатты түтік;
(8) Интегралды пластиналы қанатты түтік (пластиналық қалқан);
(9) Ішкі қанатты түтік. т.б.
3. Қанат түтігінің финдік материалы негізгі түтік материалымен бірдей екендігіне қарай оны келесіге бөлуге болады:
(1) Жалғыз металл түтік
(2) Биметалл композитті финдік түтік
4. Материал бойынша бір металл финді түтіктердің жіктелуі
(1) Мыс қанатты түтік;
(2) Алюминий түтік;
(3) Көміртекті болаттан жасалған түтік;
(4) Тот баспайтын болаттан жасалған түтік;
(5) Шойыннан (құйма болаттан) құйма түтік; т.б.
5. Қолданылуы бойынша классификация
(1) Кондиционерге арналған түтік;
(2) Ауаны салқындатуға арналған түтік;
(3) Қазандық: тиісінше су қабырғасы, экономайзер, ауа қыздырғышы үшін пайдаланылатын финді түтіктер;
(4) Өндірістік қалдықтарды жылуды қалпына келтіруге арналған түтік;
(5) Басқа арнайы мақсаттарға арналған түтік; т.б.